
怎么判断电焊电流是否合适?
学会电焊,标准是什么,是盖了一个好面,还是填了一个好充,这个只是其中的一项,表示其中的焊接步骤没有错。
但是,这个电流是别人给你调的,一旦让你自己独立操作,换一个管径,壁厚,电流你自己调,结果发现你的手法不起作用,成型不好控制了。
我们在焊接的时候,尤其是刚刚学习焊接的时候一般都不知道怎么样的电流合适,要么就大了,要么就小了,那么怎么才能通过焊接过程判断电流的大小呢?今天小编帮大家整理下,如何判断电流的大小,总结下来就是两个词“一听、四看”。
一听:听声响
焊接时可以从电弧的响声来判断电流的大小。电流较大时,发出“哗哗”声响,犹如大河流水一样。电流较小时,发出“咝咝”声响,而且容易断弧。电流适中时,会发出“沙沙”的声响,同时夹着清脆的“劈啪”声。
四看
1.看飞溅

电流过小时,电弧吹力小,溶渣和铁水不容易分清。电流过大时,电弧吹力大,可看到较大的铁水颗粒向熔池外飞溅,焊接时爆烈声大。
2.看焊条熔化状态

电流过小,焊条熔化困难,容易粘在焊件上。电流过大时,当焊条熔化到半截以后,剩余焊条出现红热状态,甚至出现药皮脱落现象。
如何通过观察焊接过程可知焊接电流大小?如下
3.看熔池状况

在焊接过程中,观察熔池状况,调节整操作方法,是得到预期理想焊缝形状常用的方法,溶池的形状反映出电流的大小。
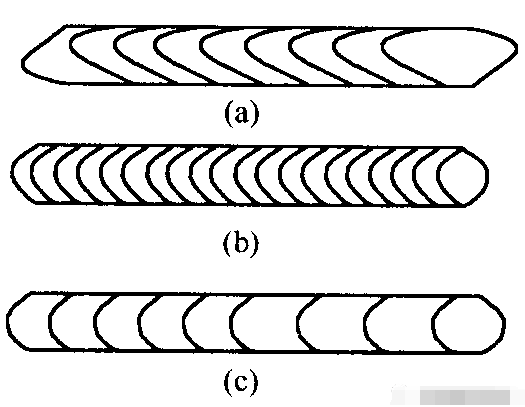
如何通过观察焊接过程可知焊接电流大小?如下电流大时,熔池呈长形图(a); 电流小时,熔池呈扁形(b);电流适中时,熔池形状是鸭蛋形(c)。
4.看焊缝成形。
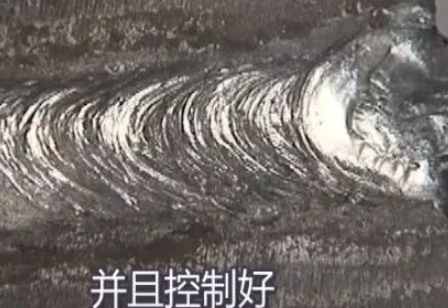
电流过大时,熔深大,焊缝宽而低,两侧容易产生咬边,焊波粗糙;电流过小时,焊缝窄而高,两侧与母材金属熔合不良;
电流适中时,焊缝两侧与母材金属熔合良好,焊缝成形良好,焊波美观,高度适中,呈圆滑过渡。电流适中时,焊缝两侧与母材金属熔合良好,焊缝成形良好,焊波美观,高度适中,呈圆滑过渡。
其中焊接时决定焊接电流的依据很多,如焊条类型、焊条直径、焊件厚度、接头形式、焊缝位置和层数等。但主要的是焊条直径和焊缝位置。
一、焊接电流和焊条直径的关系:
焊条直径的选择取决于焊件的厚度和焊缝的位置。
二、焊接电流和焊缝位置的关系:
在焊接平焊缝时,由于运条和控制熔池中的熔化金属都比较容易,因此可以选择较大的焊接电流进行焊接。
但在其它位置焊接时,为了避免熔化金属从熔池中流出,要使熔池尽可能小些,所以焊接电流相应要比平焊小一些。
一般在使用碱性焊条时,焊接电流要比酸性焊条小一些。
免责声明:本文来源于互联网,版权归原作者所有,如涉及文章版权等问题,请及时与我们联系,我们将根据您提供的版权证明材料确认版权并删除内容!本文内容为原作者观点,并不代表本网站赞同其观点和对其真实性负责。


