
技术丨连弧焊应该怎么焊?
立焊位单面焊双面成型连弧焊法速度较快,使用焊条少,而且根部焊缝成型整齐、均匀,焊缝的表面成型纹理美观,根部焊缝的正面两侧无夹角,焊缝表面清渣容易。连弧焊法的根部焊接使用电流小,焊接时,焊条必须以极短的电弧长度和微量的横向摆动运条进行焊接,其目的是使焊接时电弧产生的热量能够集中到焊缝的根部,保证根部焊缝被焊透,和背面焊缝成型达到良好。

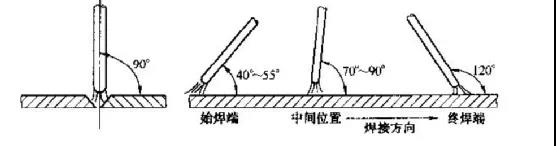
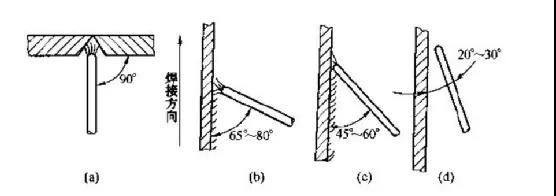
(a)自下而上焊接 (b)始焊端 (c)中间位置 (d)终焊端
连弧焊法的根部焊接,对使用的焊接电要求非常严格。焊接时,电流不能大也不能小,否则就会使焊接无法进行,这是连弧焊法焊接时存在的比较突出特点之一,也是为什么连焊法焊接时难度大,焊接操作不易掌握的主要原因。其实连弧焊法的根部焊接它的整个焊接过程,是焊件坡口、钝边、焊缝间隙与焊接电流和焊接时的运条方法的整体相互配合过程。焊接时,选择电流必须要根据焊件的坡口、钝边、焊缝间隙与运条方法进行选择,因为焊件的坡口、钝边、焊缝间隙只有一个最佳焊接电流适合于它。如果选择的焊接电流正确,焊接能够顺利地进行,那么也就不存在连弧焊法根部焊接时难度大,和焊接操作不易掌握的问题了。如果焊接时选择的焊接电流偏大,会造成在焊接时熔池的温度升高和熔孔不断增大,最终导致在焊接中途不得不停下来,待熔池温度降下来之后,再进行焊接或改变焊接电流之后再进行焊接。焊接时,出现上述情况必然会影响根部焊缝背面的成型。由于焊接熔池温度高,形成的熔孔大,焊缝的背面成型宽焊道的高度也随之在增加,因此会造成焊缝背面形成的焊道宽度出现参差不齐和焊道表面高低差加大的现象,影响焊道的整体美观。
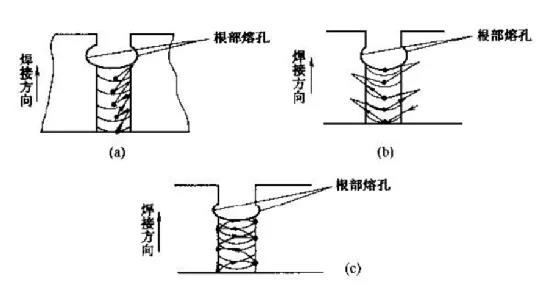
(a)上下运弧法 (b)左右排弧法 (c)左右凸摆法
如果焊接时选择的焊接电流偏小,会造成在焊接时不断地出现粘条现象,而且保证不了根部焊缝完全被焊透,会出现焊缝间断被焊不透的现象。因此根部焊缝的成型与焊缝质量也就得不到保证。
免责声明:本文来源于互联网,版权归原作者所有,如涉及文章版权等问题,请及时与我们联系,我们将根据您提供的版权证明材料确认版权并删除内容!本文内容为原作者观点,并不代表本网站赞同其观点和对其真实性负责。


